卷筒装置是起重机机械中起升机构卷绕钢丝绳的部件,也是重要的受力部件,卷筒组主要由卷筒、卷筒轴、齿轮盘接手(或大齿轮)、卷筒毂、轴承体和轴承组成。卷筒从材质上分类,按起重量的大小和工作状况氛围铸造卷筒和钢板焊接卷筒。铸造卷筒一般用于起重量较小的设备,采用不低于HT200的灰铸铁,特殊需要时可用ZG25、ZG35铸钢。焊接卷筒多用于起重量大、卷筒尺寸大的设备,采用Q235B、Q345B钢板弯卷焊接而成,有重量轻、直径范围广等特点,适宜于单件生产或大尺寸的卷筒。如果起升高度较大的时候,为了缩小卷筒的尺寸,可采用表面带导向螺旋槽或光滑的卷筒进行多层卷绕,但钢丝绳磨损较快,适用于慢速和工作类型较轻,吨位较低的起重机。钢板卷筒组则主要适用于大吨位、性能要求高的起重机械设备。
产品图片











工艺流程
铸造卷筒根据生产工艺的不同又可选择使用砂型铸造或离心铸造。无论采用的是砂型铸造还是离心铸造,铸造完成的卷筒,都需要进行进一步的机械加工,主要的机械加工内容有外圆、绳槽、主轴内孔及端面、内孔绳槽、卷筒法兰及端面、法兰上的连接孔或连接槽、钢丝绳压板螺孔、返绳挡环螺孔等的加工。
砂型铸造
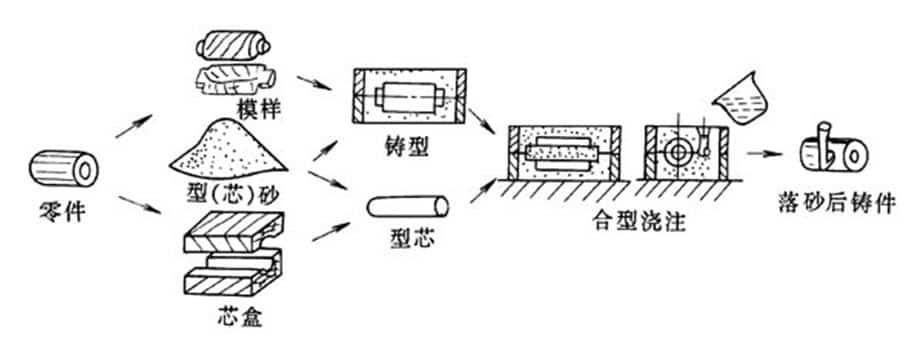
砂型铸造作为一种是和简单类型的铸件工艺,已延用了几个世纪。砂型铸造是用来制造大型部件,如灰铸铁,球墨铸铁,不锈钢和其它类型钢材等工序的砂型铸造。其中主要步骤包括绘画,模具,制芯,造型,熔化及浇注,清洁等。
- 制图 传统方法是取得铸造图纸然后把图纸送往铸造厂。这一过程一般在报价过程中完成。如今,越来越多的客户及铸造厂商使用电脑辅助设计以代替。
- 模具 在砂型铸造中模具是使用木头或者其他金属材料制成。在这个过程中,我们要求我们的工程师,使模具尺寸略大于成品,其中的差额称为收缩余量。其中目的是熔化金属向模具作用以确保熔融金属凝固和收缩,从而防止在铸造过程中的空洞。
- 制芯 制芯只要通过把树脂砂粒置于模具中,以形成内部表面的铸件。因此芯与模具之间的空隙终成为铸造件。
- 成型 在熔炼成型过程中需要准备一付模具。成型通常涉及模具的支承构架,拉出模具使其在浇铸过程中分离,在先前放置的芯在模具中融化然后关闭模具口。
- 清洁 清洁的目的是去除砂粒, 打磨以及铸件中过剩的金属。焊接, 除砂能够改善铸件表面外观,被烧毁的砂土和规模都拆除,以改善表面外观的铸造件。过量金属及其他冒口被,再近一步焊接打磨等步骤。检查缺陷及综合质量。
- 整理 发运前,再加工。根据不同客户的要求我们可以为其再做热处理,表面处理,额外的检查等。
离心铸造
离心铸造工艺,相较于砂型铸造,生产效率更高,生产占用面积更小、产品缺陷少的优点。
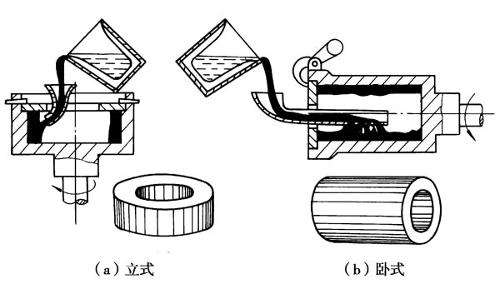
- 化铁水,将硅、锰、碳、铁的铁水,控制杂质磷小于0.25%、硫小于0.1%,通过炉前化验调整进行控制。
- 启动离心铸造机使之转动,铸型的线速度为达到均匀转速后,将石英粉均匀的撒入铸型内腔中,在铸型内壁形成1-2mm的保温防粘层。
- 离心成型,根据卷筒的重量将1250℃相应重量的铁水浇入铸型内腔,铁水浇注的时间控制在1-2分钟。浇注时间过快,会将石英砂冲掉,使铁水与铸型粘连,脱型困难,降低铸型寿命,石英砂凝聚,使卷筒表面夹砂;浇注时间过慢,会造成铁水分层,使卷筒表面产生夹层和脱皮,铸型旋转7-8分钟停转,取出卷筒。
- 将取出的卷筒埋入干砂之中使之缓慢冷却,防止产品表面产生白口(铸铁在较快速度冷却下,碳元素均以渗碳体(Fe3C)碳化物形式存在的组织,断口成亮白色而称为白口)。
厂家简介
重科起重坐落于起重机之乡河南新乡,是一家专业卷筒组生产厂家,可制造多种卷筒,包括单联卷筒、双联卷筒、钢板卷筒、铸造卷筒、光面卷筒、折线卷筒、钢丝绳卷筒等,适用于起重机、卷扬机、启闭机、卸船机、核环吊、路桥设备等。
欢迎新老客户来电咨询,厂家直销,匠心品质,价格合理!




