所谓折线卷筒是针对卷筒绳槽而言的,折线形绳槽是指每一圈绳槽内有两段与卷筒端板平行,折线与卷筒端板成一定角度,两段平行段之间通过两折线段过渡;在卷筒一周范围内分两段折线绳槽和两段斜线绳槽,且直线绳槽和斜线绳槽相间布置。钢丝绳和卷筒的选材由于起重机械在正常工作时,钢丝绳与卷筒表面的螺旋槽组成一对摩擦副,而不同材料之间的摩擦系数是不同的,选择合适的材料会直接决定二者之间的磨损速度和使用寿命,进而影响整个起重机械起升的性能。为了保证钢丝绳较高的强度与韧性,钢丝绳通常选择优质碳素钢来进行制造,不可使用脆性高的钢丝绳与卷筒搭配,否则极易出现钢丝绳断丝现象,直接对起重机械的正常使用造成隐患。卷筒的材料硬度对钢丝绳的使用寿命影响很大,铸铁比铸钢好一些,所以卷筒一般采用铸铁制造。
产品图片










工艺特点
钢丝绳卷筒是起重运输设备的重要部件之一, 按层数分有单层缠绕和多层缠绕;按绳槽形式分有螺旋绳槽和折线绳槽。工程、船舶及海上设施用起重机, 由于起升高度大, 钢丝绳长, 卷筒的容绳量大, 多层缠绕得到广泛应用。在卷筒宽度和直径一定时, 钢丝绳越长意味着卷筒缠绕层数越多, 双折线卷筒是目前多层缠绕中常用的一种形式, 它的优点是使卷筒上多层缠绕的钢丝绳绳股之间点接触区域大幅度减少, 延长了钢丝绳的使用寿命。双折线卷筒是指卷筒上折线绳槽的斜绳槽与直绳槽交替出现, 每圈中有两个斜绳槽区和两个直绳槽区, 直绳槽与卷筒端板平行。
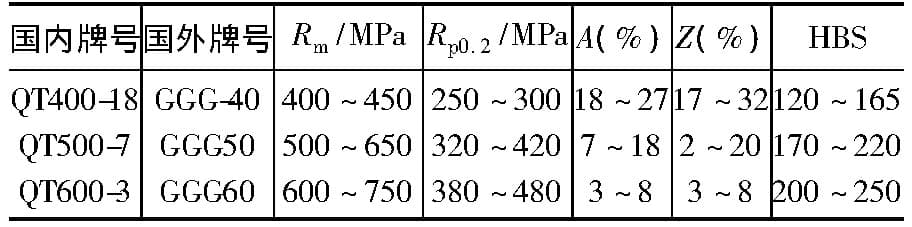
双折线铸造卷筒是工程起重机配套中常用的方法。双折线铸造卷筒的绳槽是直接铸出的。要想保证绳槽铸造质量, 材料的流动性必须好, 目前双折线卷筒主要采用球墨铸铁, 德国主要用GGG-40, 对应国标GB/T 1348—2009《球墨铸铁件》中的QT400-18;也有少量用GGG50, 对应QT500-7;或GGG60, 对应QT600-3。
球墨铸铁球化率的高低是影响铸造质量的重要因素。在筒体绳槽与侧壁过渡处, 受曲线、球铁粗晶、组织不均等影响易产生缺陷。由于是铸件, 即使采用超声检测和磁粉检测, 探伤的准确性也不高。公司首台660 t履带起重机采用的就是铸造卷筒, 在试车过程中卷筒侧壁根部出现开裂, 直接影响试车进度。卷筒作为起升、变幅机构的主要部件, 直接影响产品质量。焊接卷筒与铸造卷筒相比, 在满足绳槽加工手段的前提下, 易于保证质量, 对单件小批量产品也是一种经济实惠的选择。为此我们研制了焊接双折线卷筒, 首套在500 t全路面起重机试验成功后, 在后续工程起重机中已全部采用焊接卷筒。由于双折线焊接卷筒与单层缠绕卷筒存在诸多差异, 缠绕层数多, 结构特殊。通过下面的分析和介绍, 可以了解它的计算方法和制造过程。
折线卷筒注意事项
双折线焊接卷筒设计和使用中需注意的问题
- 双折线焊接卷筒的绳槽、节距、槽深要严格按照推荐数值选取。
- 导向块、导向板的焊接要平滑, 位置要准确。
- 保证绳槽、端板间距公差是防止多层缠绕乱绳的前提。
- 选用钢芯钢丝绳, 直径采用正公差, 公差控制在绳径的+2%~+4%范围内。
- 起升用非旋转钢丝绳, 绳与卷筒的偏摆角要符合要求, 也是保证不发生乱绳的重要因素。
- 钢丝绳在卷筒上缠绕, 要在预紧状态下进行。通常按钢丝绳破断拉力的1%~2%作为预紧力进行加载, 保证整个缠绕过程钢丝绳在卷筒上布绳和过渡处的紧密性。
厂家简介
重科起重坐落于起重机之乡河南新乡,是一家专业卷筒组生产厂家,可制造多种卷筒,包括单联卷筒、双联卷筒、钢板卷筒、铸造卷筒、光面卷筒、折线卷筒、钢丝绳卷筒等,适用于起重机、卷扬机、启闭机、卸船机、核环吊、路桥设备等。
欢迎新老客户来电咨询,厂家直销,匠心品质,价格合理!




